
















包装输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。
安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
输送带跑偏时常检查的部位和处理方法有:
(1)、检查托辊横向中心线与包装输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
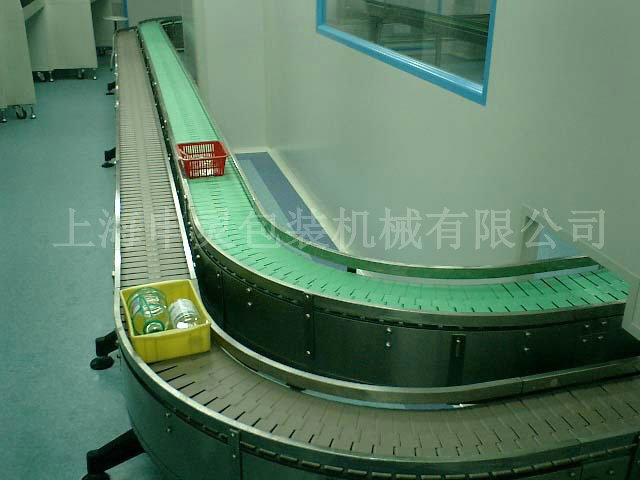
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
输送机常见故障及解决方案
输送机长期以来受物料、矿石、煤块甚至金属的冲击,产生磨擦,造成严重的冲击磨损,为常见的是落煤筒冲击磨损及导流板的冲击磨损等。有的物料颗粒相对细微时,又会因生产工艺及安装角度、物料湿度等原因,造成物料的积累。设备一但出现冲击磨损,传统的办法就是更换焊接硬度相对较高的金属材质,如锰钢板等。也有的采用铆接PE等材质的衬板进行保护,但是锚栓一但出现磨损现象,就会造成衬板的脱落,堵塞下料通道,而且难以进行疏通,影响企业正常生产。针对上述输送机故障,西方国家多采用高分子复合材料的方法进行治理,其中应用为成熟的是美嘉华技术体系。其优越的粘着性能,很强性能,的解决了金属经常磨损的弊端,确保了企业设备的正常生产。而且材料中的的陶瓷材料和的表面强化剂,使其在恶劣的干磨环境里和抗物理冲击性能优于任何钢铁甚至超过瓷砖,材料与煤的不亲和性能也是防止积煤的理想材料。
所以说解决这种故障,经过以上的了解,可以帮您的解决使用中的问题。
.jpg)
![]()

